


Aviation Service/ Safety Bulletins
Last update: June 16/25

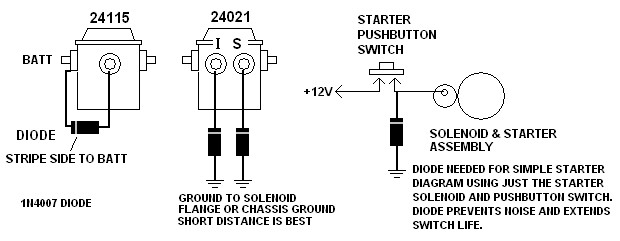
250616 June 16/25 Starter Solenoid and Contactor Diodes
Field reports have identified a few cases of random spark events during cranking or letting go of the starter switch causing kickbacks or backfires. Some of these have been traced to a lack of diodes on the starter solenoids or contactors. These devices have substantial inductance which can cause large voltage spikes when deactivated. We recommend you check to see that you have diodes in place as depicted below and install them if not there already.
250515 May 16/25 High Pressure Fuel Filter Inspection
Field reports have identified black material partially plugging the fuel filter elements downstream of the fuel pumps on several occasions in as little as 75 hours of operation. Based on this customer feedback, we recommend inspection/ cleaning or replacement of these elements at 50 hours or annually, whichever occurs first. If you cannot easily blow through the filter, it's compromised and needs to be either cleaned or replaced. Part number for the element is Holley 162-565. We believe this black debris is carbon being shed by the fuel pump brushes as they wear. See the previous SB dated June 14/23 for more info.
241227 Dec. 27/24 Use of GAMI G100UL Aviation Fuel (Immediate Action required)
Recently there have be multiple reported issues with fuel leaks and degrading paint in the field plus swelling O-rings and paint degradation during independent tests, most within short time periods. SDS EFI systems contain certain parts, especially within the fuel pumps, that have not been tested with G100UL fuel, therefore we do not approve the use of GAMI G100UL fuel with SDS EFI systems until further long term testing is done.
240402 April 2/24 Hall Sensor Mounting Bracket Hole Spacing Problem

There was a machining error on a new batch of wide (3.50 inch) Lycoming Hall sensor brackets shown above. The spacing of the two outer 10-32 threaded holes which hold the red dual type Hall sensor in place are too far apart. The inner hole spacing for the single sensor is ok. If you discover your red Hall sensor won't fit your bracket, please contact us for a free replacement. These may have been introduced into the supply as early as August 10/23. Systems purchased prior to this should have the correct parts and some later ones also have the correct parts.
240225 Feb. 25/24 Wire Routing and Chafe Protection
Please watch your wiring routing near plug wires and braided fuel lines. We recommend you keep a minimum of 1 inch distance from plug wires with all SDS wiring. Be sure wires are protected against rubbing on anything sharp or rough such as the fuel hose shown here.

231217 Dec. 17/23 SAFETY BULLETIN- CANADA Fuel Filters Modified with Drain Fittings
Background information: For about 2 years now, some MDRA inspectors have been randomly insisting on modifying SDS fuel filters by installing quick drain fittings. Despite extensive communication with TCCA attempting to explain why these can do nothing in regards to draining water from the fuel system during pre-flight and increase risk, they have ignored our input as the manufacturer.
From our latest E-mail to TCCA- "In our technical opinion, drains placed on filters not at the lowest points, as is the case here (low wing aircraft), serve no useful function but do potentially increase risk of engine stoppage in high pressure EFI type fuel systems, via the possible ingress of air before the fuel pump. With the high pressure filter typically placed firewall forward, fuel leakage past a drain valve here could cause a major fire. The often used Curtis CCA series quick drains are neither rated nor approved for high pressure applications. This is official notice that we DO NOT approve modifications to our fuel filters by the addition of drains as has been required by some MDRA inspectors. In future, any accidents which are a result of these modifications will rest solely with TCCA and MDRA. Why TCCA is mandating a modification that demonstrably cannot perform the purported function, defies logic."
Racetech/ SDS will not be held responsible for any accidents caused by the addition of drain fittings on our fuel filters.
231022 Oct. 22/23 Coil Terminal Corrosion
We've recently had 2 reports of customers finding unusual corrosion on their coil terminals.
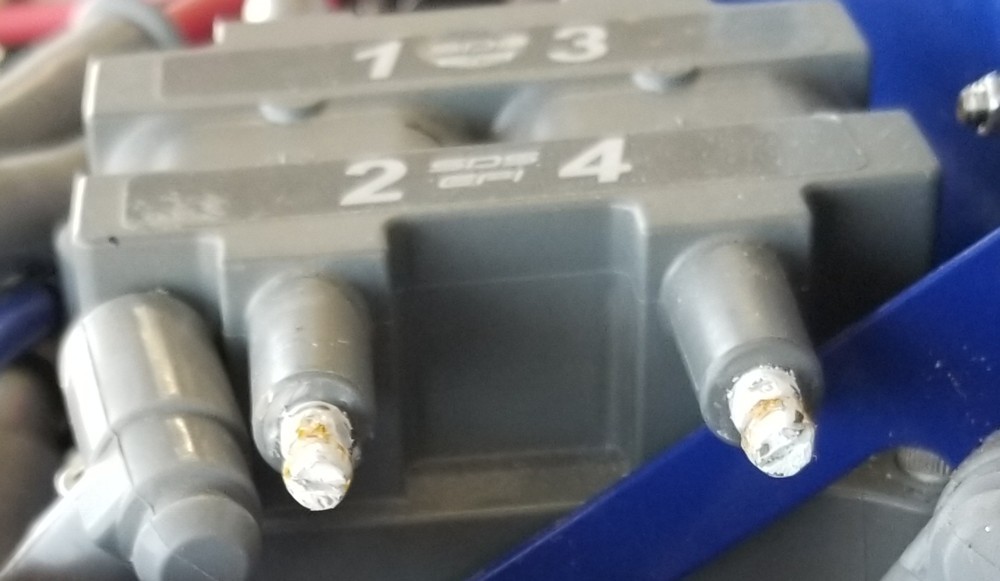
We are not sure of the cause of these isolated problems but bring it to customer attention as an item that should be checked at annual inspection or if ignition noise or interference issues start to be noted. This seems to affect only systems which have the grey coil packs with aluminum terminals. Black coil packs with brass terminals haven't had any problems reported to date. Assembly with dielectric grease may help prevent this. With serious cases of corrosion, we recommend the coil packs be replaced. Contact us for current part numbers and sources.
230614 June 14/23 Fuel Filter Contamination
We've recently had several reports of customers finding unusual debris in both or either of their pre and post pump filter elements. This ranges from aerobic/ anaerobic bacteria as well as unidentified black material.
Background information: Customers have usually noticed the engine leaning out at high power. Reducing throttle usually restores smooth running but a return to the airport is recommended as the problem onset has sometimes been quite rapid. The fuel pumps can cavitate from the filter restriction if serious, and be starved or damaged, resulting in reduced fuel flow and engine power. We suspect that the black matter may be brush material from the pumps but this has not surfaced until recently- with hundreds of thousands of flight hours on the fleet. It's unclear why some people see the issue and most don't. It's unclear whether fuel or pump composition may have changed. It has been reported on both 100LL and Mogas fueled aircraft. The most recent reports indicate problems in often less than 50 hours.
Going forward, we recommend turning on each fuel pump in turn, prior to engine start and listening to the tone of the pumps. Any major change in sound is grounds for investigation before flight. The pumps should normally have a smooth, quiet, whirring noise and should never sound gravelly. The filters should be inspected and cleaned or replaced if excess debris is found. On new build aircraft, we recommend inspecting each filter at 10 hours, then 50, thereafter every 100 or on a yearly basis.
On early SDS systems having only the small sintered brass integral filter at the fuel pump module inlet, we recommend removing that and adding larger 40 micron filters before the pump- either one large Holley 162-563 or one smaller Holley 162-562 in each wing root plus one of the same filters downstream of the pump, before the fuel block. We can also supply SDS filters here. For replacement 40 micron filter elements, the small filter cannister uses Holley PN 162-565, large cannister 162-566.
If organic growth is found (usually green in color), a biocide such as Biobar may be added to the fuel: BioBar
Filter photos below for reference:

"normal" debris in pre filter

Black matter in post filter
Bacterial buildup on pre filter
We ask that customers share photos of their filter elements with us to help us understand the composition and possible source/ cause of the debris. Do a magnet test to check for ferrous material if possible.
230108 Jan. 8/23 Fuel Pump Terminal Nuts
We've had 3 reports of customers breaking the 6-32 studs when tightening the electrical terminal nuts. Use caution here. Nyloc nuts just need to be snug.
210912 Sept. 12/21 Fuel pressure Regulator Vacuum Fitting Sealing
We've had reports of slight vacuum leaks at the junction of the vacuum port and jam nut on the Borla regulators. Once the fuel pressure is adjusted to 45-50 psi static (engine not running), apply locktite 243 to the threads before tightening the jam nut down.
210719 July 19/21 Screw-in Injector Mount Bases (hex), PV and AV Lycoming Engines
Please inspect these for looseness in the heads by doing a wiggle test. We've revised the mounting procedure in the manual after 2 reports of these becoming loose on 2 high time installations. The type of Locktite has been changed to a higher temp compound than original and the tightening procedure has been changed from a torque value to a number of turns procedure. Apply Loctite 246 to the threads on the silver part and thread by hand into the injector port. Thread in until finger tight then tighten 1 � more turns. You should get about 5-6 turns of thread engagement. Do not use thread sealant here, only the Locktite 246 is acceptable. The full installation procedure is outlined in the revised manual.
210303 Mar. 3/21 Coil Mount Inspection. 4 Cylinder Engines with Mag Cover Mounted Coils
We've seen a couple instances of the triangular support plate crack through the hole furthest from the cover plate (left most hole in photo below). We've supplied an improved plate since Oct. 2020 as pictured below. If you find your older plate cracked, contact us for the improved part. We've also seen a few instances of cracking of the plastic coil mounting bosses. As of Nov. 2020, we've been modifying the coils as below and using an AN960-416L washer to spread the load over the metal bushing and plastic coil boss. We recommend older systems have the protruding plastic ring filed down flush as shown and add the washers under the Allen bolt heads before next flight. Be sure to blue Locktite 243 the mounting bolt threads on re-assembly. A 2 piece coil mount design on 4 cylinder kits replaced the earlier 3 piece designs starting in January 2023.
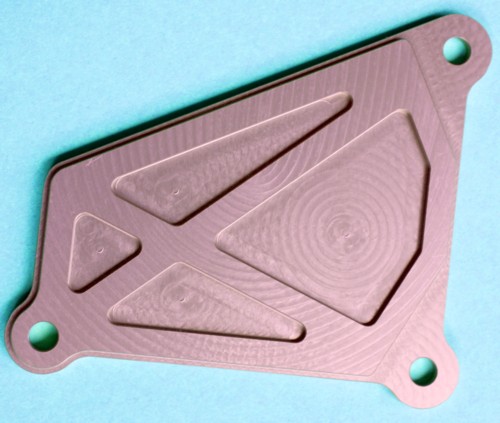
Revised coil support plate

Original unmodified coil

Modified coil

New coil mount, supplied on kits after Jan. 10/23
200103 Jan. 3/20 Wire Routing Warning
We've seen a couple instances where temp sensor wiring has been tie wrapped to spark plug wires. This should NEVER be done and has led to ECUs being damaged. No EFI/ EI wires should ever be touching spark plug wires. Maintain at least 1 inch clearance.
190902 Sept. 2/19 (revised April 17/20) Setting Magnet Position
We've eliminated the need to set Magnet Position with a timing light on Lycoming engines. For engine using the dual pickup, set Primary ECU Magnet Position to 97 and Backup to 88. For single pickup installations, set it to 92.
190625 June 25/19 Service Bulletin Regarding Possible Hall Sensor Mounting Bolt Interference With Front Case Through-Bolts
Be sure the Hall sensor bolts don't hit the case bolts inside the threaded stainless steel standoffs. If they do, place another washer under the head of the Hall sensor bolts. Additional standard and light washers are provided with the assembly for this purpose and to establish proper sensor to flywheel clearance.
190604 June 4/19 Service Bulletin Regarding New AEM Wideband AFR Meter Sensor Selection in Programmer (EM-5)
On EM-5 systems using the recommended 30-0310 AEM Wideband AFR kit, be sure to select the AEM (New) setting (O2 Sensor Type) so that the correct AFRs are displayed. The defaults prior to June 1 in the ECUs, were set to the AEM Old setting which will result in richer settings than actually displayed.
190426 April 26/19 Service Bulletin Regarding 18 to 14mm Spark Plug Adapter Installation
Due to a number of broken brass plug adapters, we've changed the procedure for installing these as follows: 1. Thread the spark plug into the adapter 2. Torque the assembly into the cylinder head using the PLUG hex to 19 ft./lbs. 3. Torque the ADAPTER further to 25 ft./lbs. Use only a thin stripe of anti-seize compound on the plug and adapter. Do not coat the threads. Although we've done multiple yield tests on the adapters torqued into a fixture and they fail at 32-35 ft./lbs., a number of people were snapping them at the originally recommended torque of 22 ft./lbs.
180208 Feb. 8/18 Service Bulletin Regarding Over Voltage Warning and Protection When Using Lithium Batteries
Due to the widespread use of Lithium batteries in aircraft now and their different characteristics compared to lead/acid AGM batteries, we now recommend that SDS users install high/ low voltage warning systems at a minimum (preferably with aural alert) and it's highly recommended that users have automatic over voltage protection (crowbar) installed when using these batteries.
151020 Oct. 20/15 Service Bulletin Regarding Thread Sealant on Fuel Fittings
RTV (silicone) must NEVER be used to seal threaded fuel fittings. We recommend Permatex High Performance Thread Sealant for use on pipe thread fittings. This must be applied SPARINGLY to ONLY THE MALE FITTINGS, NEVER THE FEMALE ONES. Once sealant is applied, screw the fitting in until tight. Never unscrew fittings without throughly cleaning all traces of sealant from inside the fittings and threads before re-assembling as this can dislodge sealant which can clog passages further downstream leading to possible fuel starvation. Never apply sealant to joints with flat crush washers or O-rings.
150115 Jan. 15/15 Service Bulletin Regarding Vertical Power VP-X and SDS
It has come to our attention that the VP-X electronic switching/ circuit breaker box does not use average current draw over several seconds to trip breakers like conventional thermal breakers do. It may trip during normal operation due to peak current transients over only a few milliseconds. This can lead the pulsing current of the ignition coils and injectors to trigger the breaker far below nominal current levels. We believe this could cause a serious flight safety issue and engine stoppage. Be sure to set the breaker values on the VP-X far higher than the nominal current draw on these circuits. Be aware that average current draw can increases with rpm and load so ground running may not allow complete testing of this condition if static rpm is lower than flight rpm and engine shutdown could occur in flight. Breakers are to protect the wiring, not the device. We recommend each 4 cylinder coil pack have a rating of at least 15 amps assigned when using the VP-X, each 6 cylinder coil pack at least 20 amps, 4 cylinder injector power at 15 amps, 6 cylinder at 20 amps and 8 cylinder at 25 amps. These are only recommendations, use this information at your own risk and these values should be thoroughly tested prior to flight at WOT and maximum rpm the engine will see in flight.